2021-04-27
 數控銑床是硬質合金加工的注意方法之一,然而,用數控銑床加工硬質合金球面尤其是加工過象限的球、曲面時,由于調整不當,很容易產生凸肩、鏟背等情況。今天西迪小編就給大家分析下其主要原因,以及產生誤差后該如何補救。
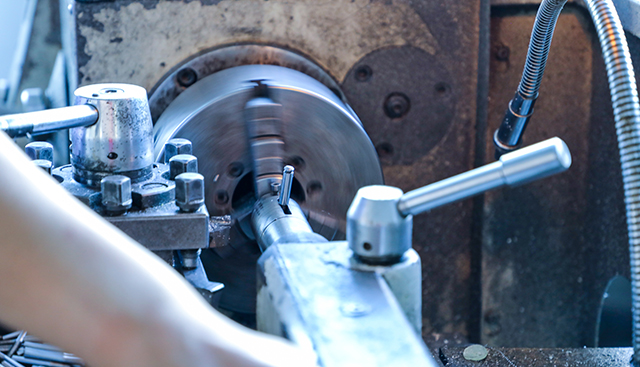
數控銑床是硬質合金加工的注意方法之一,然而,用數控銑床加工硬質合金球面尤其是加工過象限的球、曲面時,由于調整不當,很容易產生凸肩、鏟背等情況。今天西迪小編就給大家分析下其主要原因,以及產生誤差后該如何補救。
數控銑床加工硬質合金球面容易產生凸肩、鏟背等情況,主要原因有:
1、系統間隙造成
在設備傳動副中,絲杠與螺母之間存在著一定的間隙,隨著設備投入運行時間的增長,該間隙因磨損而逐漸增大,因此,對反向運動時進行相應的間隙補償是克服加工表面產生凸肩的主要因素。
2、工件加工余量不均造成
在實現零件設計表面之前,待加工表面的加工余量是否均勻也是造成成型表面能否達到設計要求的一個重要原因,因為加工余量不均易造成“復映”誤差。因此,對表面形狀要求較高的零件,在成型前應盡可能做到加工余量均勻或者通過多加工一道型面的方法以達到設計要求。
3、刀具選擇不當造成
刀具在切削中是通過主切削刃來去除材料的。但在圓弧加工過象限后,圓弧與刀具副切削刃相切之后,此后副切削刃就可能參與了切削(也就是鏟背)。因此在選擇或修磨刀具時,一定要考慮好刀具的楔角。
使用數控銑床加工設備進行加工,效率高、質量好,但如果工藝設計安排不當,則不能很好地體現它的優勢。從一些廠家加工使用來看,存在著如下一些問題:
1、有時候工序過于分散
產生這個問題的原因在于怕繁,編程簡單、簡化操作加工,使用一把刀加工易調整對刀、習慣于普通加工。這樣就造成了產品質量不易保證,生產效率不能很好地發揮。因此,工藝人員和操作者應全面熟悉數控加工知識,多進行嘗試,以掌握相關知識,盡可能采用工序集中的方法進行加工,多用幾次,自然會體現它的優勢。采用工序集中后,單位加工時間增長,我們將兩臺設備面對面布置,實現了一人操作兩臺設備,效率得到大幅提高,質量也得到了很好的保證。
2、有時加工順序不合理
有些操作者考慮到準備上的一些問題,常把加工順序安排得極不合理。數控加工通常按一般機械加工工藝編制的要求進行加工,如先粗后細(換刀),先里后外,合理選擇切削參數等,這樣,質量和效率才能提高。
在數控銑床加工中,尤其還應注意加強程序的檢索和試運行。同時,在正式執行程序加工前,必須經過程序試運行,以確認加工路線是否與設計路線一致。
這些是數控加工設備時的一些常見問題與解決辦法。認真掌握有關數控方面的知識和技巧,數控設備就能夠很好地為企業發揮最大的效益。
推薦產品






- 136-5733-5100
-
-

微信二維碼
-
-
-

手機二維碼
-
-
行業解決方案
石油天然氣 流體控制 化工行業 船舶裝備 工程機械 其他市場 -
關于我們
企業介紹 ASEEDER VR全景 企業文化 榮譽資質 質量控制 人才招聘 -
聯系我們
西迪中國 ASEEDER 在線留言

136-5733-5100